
|
Взгляд на штекер глазами производителя.
AT Advanced получили эксклюзивный доступ на фабрику Daiwa чтобы выяснить как же делаются штекера.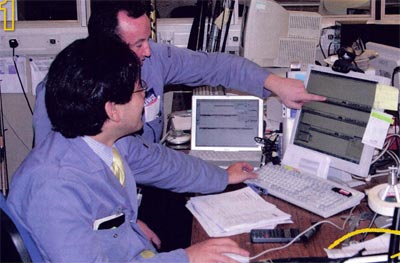 Daiwa и штекерные удилища неразлучны друг с другом как клубника и сливки - они выпускают высококачественные эталонные модели такие как Tournament S, Tournament 710 и Tournament Professional уже много лет. В то время как мы счастливы потратив сотни (или тысячи) фунтов на новый штекер многие ли из знают как выглядит и из чего состоит процесс их производства? 16 метров углепластика не просто падают с неба, так мы получили эксклюзивный доступ на фабрику Daiwa Sports глубоко в Шотландии. Наша цель? Исследовать как делаются штекера и раскрыть секреты производства Daiwa. По дороге мы встретим людей работающих над штекерами, увидим материалы. станки и навыки нужные для создания этого совершенства. Соберитесь с духом леди и джентльмены, мы идем....
Daiwa и штекерные удилища неразлучны друг с другом как клубника и сливки - они выпускают высококачественные эталонные модели такие как Tournament S, Tournament 710 и Tournament Professional уже много лет. В то время как мы счастливы потратив сотни (или тысячи) фунтов на новый штекер многие ли из знают как выглядит и из чего состоит процесс их производства? 16 метров углепластика не просто падают с неба, так мы получили эксклюзивный доступ на фабрику Daiwa Sports глубоко в Шотландии. Наша цель? Исследовать как делаются штекера и раскрыть секреты производства Daiwa. По дороге мы встретим людей работающих над штекерами, увидим материалы. станки и навыки нужные для создания этого совершенства. Соберитесь с духом леди и джентльмены, мы идем....
Разработка и развитие. Японские инженеры Daiwa используют Computer Aided Design (CAD) для разработки нового дизайна. "Harry" Hiroshi Sezai изучает возможности 2008 модели. Фактически штекер на 85% готов перед тем как будет выпущен первый прототип, благодаря расчетам компьютерных программ, которые могут спрогнозировать эффект вызываемый наложением одного слоя на другой. Позже Daiwa будет заинтересована насколько близко версия сконструированная на компьютере будет соответствовать готовому изделию.
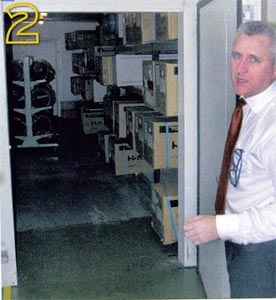 2. Daiwa закупает углеткань в больших рулонах. Они хранятся в больших холодильниках, поскольку смолы в углеволокне реагируют на температуру как вы увидите позже. Большой резак режет углеткань на необходимого размера куски. У Daiwa есть архив всех выкроек и параметров на все когда либо производимые ими штекера.
2. Daiwa закупает углеткань в больших рулонах. Они хранятся в больших холодильниках, поскольку смолы в углеволокне реагируют на температуру как вы увидите позже. Большой резак режет углеткань на необходимого размера куски. У Daiwa есть архив всех выкроек и параметров на все когда либо производимые ими штекера.
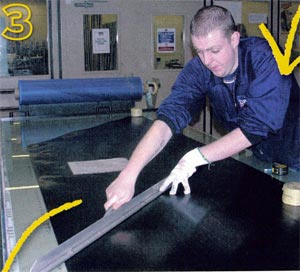 3.
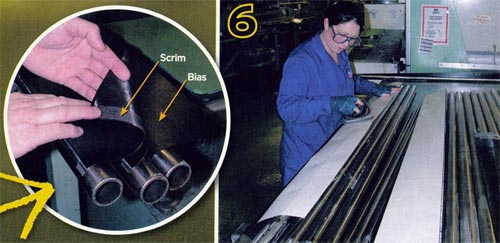
На фото видно, как рабочий сняв верхний защитный слой плёнки производит раскрой. Большой резак режет углеткань на необходимого размера куски. У Daiwa есть архив всех выкроек и параметров на все когда либо производимые ими штекера. Стыки колен усиливаются препрегом раскроенной по косой линии. Вот два слоя разрезаны под углом в 45 град. и затем накладываются друг на друг по 90 град. чтобы. Края препрега под углом 45 град. соединяются крест накрест друг с другом и это дает штекеру гибкость, силу и плавный строй.
3.
На фото видно, как рабочий сняв верхний защитный слой плёнки производит раскрой. Большой резак режет углеткань на необходимого размера куски. У Daiwa есть архив всех выкроек и параметров на все когда либо производимые ими штекера. Стыки колен усиливаются препрегом раскроенной по косой линии. Вот два слоя разрезаны под углом в 45 град. и затем накладываются друг на друг по 90 град. чтобы. Края препрега под углом 45 град. соединяются крест накрест друг с другом и это дает штекеру гибкость, силу и плавный строй.
 4.
Нужная оправка идентифицируемая по собственному уникальному коду берется со склада. Они идут всех форм и размеров для всех секций штекеров и других типов удилищ. Это отрезки пустотелых труб из нержавеющей стали на которые накладываются слои препрега для термообработки в печи когда из них будут изготовлены секции штекеров.
4.
Нужная оправка идентифицируемая по собственному уникальному коду берется со склада. Они идут всех форм и размеров для всех секций штекеров и других типов удилищ. Это отрезки пустотелых труб из нержавеющей стали на которые накладываются слои препрега для термообработки в печи когда из них будут изготовлены секции штекеров.
 5.
5.
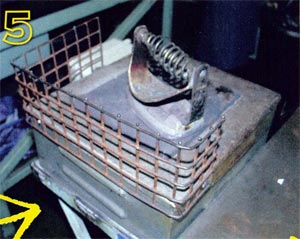
Косая линия в ткани разогревается очень горячими "утюгами". Это активирует прежде находящиеся в покое смолы в углероде и они спекают основные волокна ткани между собой. Обратные края обоих "мам" и "пап" окончаний усиливаются после препрегом который имеет плетение волокон под 90 град.
.Штекерная терминология
Косая линия ткани - мульти направленный препрег используемый в усилениях
Сила продольного изгиба - насколько жесткий штекер будет при изгибе, но не сжатии (сжатие дает постоянное давление на определенный участок)
Направленная вниз сила - величина усилия рычага требуемая для вытягивания вершинки на всю длину
Точка баланса - место где одинаково распределено по 50% веса штекера
Необогащенная - карбоновая ткань с плавкими смолами
Сетка - скелет волокна защищающий края стыков
 6.
Происходит намотка - оправка покрывается разделяющим веществом и выкройка из препрега аккуратно накручивается на него на столе со скользящими роликами. Они ровно следуют за углами и окружностями секций, скорость и давление точно распределяются для получения продольной укладки углеволокна. Центральная линия с которой начинается укладка ткани на сердечник называется "центр выравнивания" или основа штекера. Daiwa считает что отмечая это место на секциях маркером существенно важно на длинных штекерах
6.
Происходит намотка - оправка покрывается разделяющим веществом и выкройка из препрега аккуратно накручивается на него на столе со скользящими роликами. Они ровно следуют за углами и окружностями секций, скорость и давление точно распределяются для получения продольной укладки углеволокна. Центральная линия с которой начинается укладка ткани на сердечник называется "центр выравнивания" или основа штекера. Daiwa считает что отмечая это место на секциях маркером существенно важно на длинных штекерах
 7.
7.
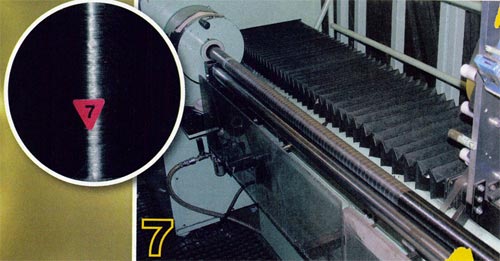
Метки для выравнивания секций добавляются перед тем как необогащенная ткань оборачивается вокруг секций для того чтобы достичь уникально легкого скольжения Daiwa называемого ITS - Integrated Taping System. Краска может быть использована вместо пленки но это добавит от 20 до 50гр к весу готового штекера.
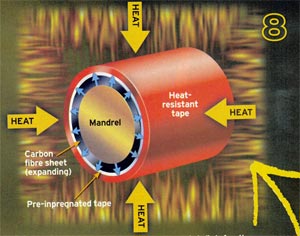 8.
Жаропрочная лента сейчас намотана на заготовку по аккуратной спирали перед отправкой в печь. Это делается для "обжима" сердечника, когда карбон нагревается на следующем этапе, то он расширяется изнутри, при этом лента под воздействием температуры стремиться сжаться, что приводит к дополнительному обжиму и материал получается плотный и крепкий.
8.
Жаропрочная лента сейчас намотана на заготовку по аккуратной спирали перед отправкой в печь. Это делается для "обжима" сердечника, когда карбон нагревается на следующем этапе, то он расширяется изнутри, при этом лента под воздействием температуры стремиться сжаться, что приводит к дополнительному обжиму и материал получается плотный и крепкий.
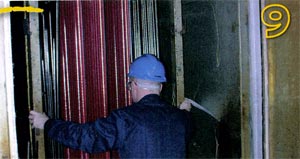 9.
.Секции готовы к пытке - их подвесят за хвостовики и запрут в печи при температуре в 150 С! Там они пропекаются и после оправка легко из них извлекается. Препрег готов к превращению в полноценную штекерную секцию. Некоторые из этих печей просто огромны....
9.
.Секции готовы к пытке - их подвесят за хвостовики и запрут в печи при температуре в 150 С! Там они пропекаются и после оправка легко из них извлекается. Препрег готов к превращению в полноценную штекерную секцию. Некоторые из этих печей просто огромны....
*А вот небольшая сенсация для читателей AT Advanced. Вот здесь изготавливаются прототипы серийных штекеров. Многие прототипы никогда не увидят солнечного света, но один из них был представлен на Daiwa trade show 2007 чтобы оценить мнение о нем. Задача была создать модель для ниши занятой рыбаловами ловящими белую рыбу в стоячей воде. Очевидно это не то же что можно при случае использовать для карпа. Разница между большинством штекеров до 11м как правило не столь заметна, но это прототип раздвинул границы проектирования жесткости и веса на полноценных 16м.*
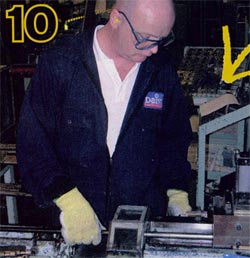 10.Время запекания в печи зависит от вида секции. После того как ее достают и охлаждают первым делом извлекают оправку. Помните разделительный слой на стадии 6? Он размягчился в печи и дает возможность легко извлечь оправку.
10.Время запекания в печи зависит от вида секции. После того как ее достают и охлаждают первым делом извлекают оправку. Помните разделительный слой на стадии 6? Он размягчился в печи и дает возможность легко извлечь оправку.
 11.Подготовка бланка. Сейчас секция должна быть обрезана, отшлифована и зачищена - это грязный процесс где используется много воды. Вся вода используется в замкнутом цикле. Вы легко можете заметить разницу между подготовленными и неподготовленными секциями...
11.Подготовка бланка. Сейчас секция должна быть обрезана, отшлифована и зачищена - это грязный процесс где используется много воды. Вся вода используется в замкнутом цикле. Вы легко можете заметить разницу между подготовленными и неподготовленными секциями...
 12.
Paint Shop 1. Секции покрываются грунтовкой с помощью двух распылителей. Одновременно туда же аккуратно подается очищенный, подогретый воздух и этим достигается равномерное покрытие.
12.
Paint Shop 1. Секции покрываются грунтовкой с помощью двух распылителей. Одновременно туда же аккуратно подается очищенный, подогретый воздух и этим достигается равномерное покрытие.
 13.
13.
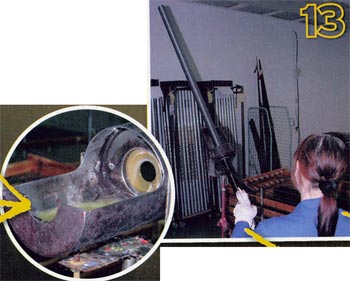
Paint Shop 2. Температура здесь тщательно контролируется для нанесения краски. Секции тут пропускаются через "диафрагму" - резиновое кольцо растягивающееся при пропускании через него секции. Серебряная, черная краска или бесцветный лак из резервуара. Что приводит к равномерному распределению по поверхности штекера.
 14.
14.
Термообработка (выдерживание). В этой комнате секции штекера выдерживаются при постоянной высокой температуре для полной просушки.
 15.
15.
Украшение. Самый распространенный способ для секций штекера это трафаретная печать. Главное название(логотип) штекера печатается на обоих сторонах секции одновременно как в случае с этим Whisker All Terrain штекером. Для небольших картинок используются аккуратно наклеиваемые наклейки.
 16. Здесь мы видим как работник Daiwa наносит трафаретным стикером красное слово "Professional" на штекер "Tournament Professional". После множества идеально обработанных секций на одной на букве "Р" получается небольшое пятнышко. Не секунды не сомневаясь она за секунду отдирает стикер и наклеивает другой. То что мы видим не отображает и малой толики усилий затрачиваемых на изготовление. Последняя обработка в Paint Shop 2 завершает процесс декоративного окрашивания.
16. Здесь мы видим как работник Daiwa наносит трафаретным стикером красное слово "Professional" на штекер "Tournament Professional". После множества идеально обработанных секций на одной на букве "Р" получается небольшое пятнышко. Не секунды не сомневаясь она за секунду отдирает стикер и наклеивает другой. То что мы видим не отображает и малой толики усилий затрачиваемых на изготовление. Последняя обработка в Paint Shop 2 завершает процесс декоративного окрашивания.
 17. Контроль качества. На каждой ступеньке производственного процесса задачей работников Daiwa является постоянный контроль того что их работа соответствуем определенному стандарту и что на следующий этап изделие перейдет в идеальном состоянии. Все секции и удилища проходят две степени контроля качества после завершения работы прежде чем они будут перемещены после на склад для отправки.
17. Контроль качества. На каждой ступеньке производственного процесса задачей работников Daiwa является постоянный контроль того что их работа соответствуем определенному стандарту и что на следующий этап изделие перейдет в идеальном состоянии. Все секции и удилища проходят две степени контроля качества после завершения работы прежде чем они будут перемещены после на склад для отправки.
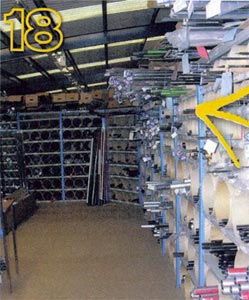 18. Послепродажное обслуживание. На складе запасных частей есть любая секция штекера Daiwa какую вы только можете представить, как для прошлых, так и для ныне выпускающихся моделей. Секции остаются как минимум 5 лет после снятия модели с производства, так что у вас не будет головной боли по поводу как их достать. Daiwa рекомендует заказывать запасные части через ваши магазины снастей, так что если вам вдруг срочно понадобится секция к воскресному соревнованию, то звоните в отдел по послепродажному обслуживанию и необходимую секцию при наличии на складе тут же вышлют вам.
18. Послепродажное обслуживание. На складе запасных частей есть любая секция штекера Daiwa какую вы только можете представить, как для прошлых, так и для ныне выпускающихся моделей. Секции остаются как минимум 5 лет после снятия модели с производства, так что у вас не будет головной боли по поводу как их достать. Daiwa рекомендует заказывать запасные части через ваши магазины снастей, так что если вам вдруг срочно понадобится секция к воскресному соревнованию, то звоните в отдел по послепродажному обслуживанию и необходимую секцию при наличии на складе тут же вышлют вам.
Знаете ли вы?
Некоторые карбоновые волокна которые использует Daiwa стоят за унцию дороже чем золото за аналогичную меру веса.
Факты конструкции
Напряжение? Держите штекер у комлевой пробки и будет казаться что изгиб идет по направлению к вершинке. Подойдите к вершинке и посмотрите на комель, вы увидите что толстые секции принимают на себя максимальную нагрузку принимая на себя вес всего штекера. Выбирая удилище подумайте о точках на которые приходится давление и как они соотносятся с вашим стилем (формой) ужения. Если вы ловите карпа и ловите на 14.5м на мелких местах, то тут конечные к пробке секции принимают на себя максимальную нагрузку. При ловле на глубине плотвы секции 4 и 5 будут теми участками которые будут работать по максимуму.
Диаметр? У тонких штекеров диаметр изменяется постепенно и очень плавно сходит на конус. Это значит что центр тяжести штекера находится достаточно далеко от рыболова и следовательно требуется большее удерживающее усилие и строй чаще параболик. Более толстые удилища дольше сохраняют один диаметр пока к концу не возрастает конусность и он не начинает быстро увеличиваться. Таким образом точка тяжести ближе к рыболову и в целом удилище "ощущается" более легким и жестким. Два штекера стоимостью за 1000 фунтов при их тесте могут выглядеть совсем разными только благодаря их диаметрам.
Легкость? Штекера для английского рынка достаточно ограничены по своему весу, так как мы хотим чтобы они были достаточно сильными для разных условий....на одной и той же рыбалке мы можем ловить на 16-метровый штекер в "крысиных норах" у дальнего берега, но в то же время прикармливая и ближнюю 6-метровую линию! На континенте используют более легкие штекера потому что они сделаны для определенных условий. Заглянув в чехлы к бельгийцу на чемпионате мира вы увидите что у него естьштекер для ловли на 9м, другой для 11м и еще один для 13м дистанции ловли.
Супер 4THS? Tournament X был прорывом в свое время. У него были секции новой длины и он представил систему 4THS. Изначально секции супер №4 были спроектированы для рыболов которые ловят в условиях с ограниченным пространством позади них, соответственно чтобы длина штекера могла изменяться, но в итоге получились неожиданные достоинства в виде силы, жесткости и инерционности.
|
Печать |
||||
Код вставки |
|||||
|
Что это? |









Что это такое?
Вы можете опубликовать понравившийся материал нашего сайта у себя в блоге. Достаточно, нажать на кнопку «скопировать код» и вставить код из буфера обмена в свой блог. Для отдельных сервисов сделаны специальные кнопки, которые позволяют опубликовать материал сразу напрямую в Facebook, Twitter, Вконтакте и Мой Мир.
AT Advanced получили эксклюзивный доступ на фабрику Daiwa чтобы выяснить как же делаются штекера.
Подробнее